
你有没有想过,一台精密的加工中心是如何在短短几秒钟内完成从铣削到钻削的转换,精准无误地完成各种复杂加工任务?这一切都离不开一个关键部件——圆盘刀库。它就像一个多才多艺的魔术师,藏着各种刀具,随时准备施展不同的加工魔法。但你知道吗?要让这个“魔术师”发挥最大威力,安装与调试过程可是相当考验技术活。今天,就带你深入了解圆盘刀库的安装与调试,看看这背后的学问究竟有多大。
圆盘刀库:加工中心的“百宝箱”

圆盘刀库,也叫刀臂式刀库,是加工中心上的一种重要部件。它像一个旋转的圆盘,上面均匀分布着多个刀座,每个刀座都能容纳一把刀具。当你需要更换刀具时,圆盘刀库会旋转到指定位置,将刀具送到换刀位置,然后由机械手或其他装置完成换刀操作。整个过程流畅而高效,大大提高了加工效率。
圆盘刀库的种类繁多,根据驱动方式不同,可以分为气动式、电动式和伺服式等。气动式刀库利用气缸推动刀套,结构简单,成本较低,但响应速度和精度相对较低。电动式刀库采用电机驱动,精度更高,但成本也更高。伺服式刀库则利用伺服电机驱动,不仅精度高,而且响应速度快,是高端加工中心的首选。
安装前的准备工作:细节决定成败
在开始安装圆盘刀库之前,你必须做好充分的准备工作。首先,要检查刀库的外观是否有破损,油漆是否刮花,是否有缺少的零部件。如果有任何问题,要及时向质检部门反映,不要自行拆卸零部件。其次,要确认刀库的型号和规格是否与加工中心匹配,以及刀库的安装位置是否合理。
接下来,要检查刀库的各个部件是否齐全,包括刀盘、刀臂、电机、传感器等。如果有缺失的部件,要及时补充。此外,还要检查刀库的电气连接是否正确,以及液压系统是否正常。只有确保所有部件都齐全且连接正确,才能开始安装。
安装过程:步步为营,确保精准
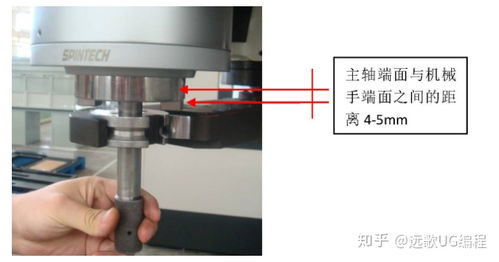
安装圆盘刀库是一个精细活,需要你步步为营,确保每个步骤都准确无误。首先,要将刀库支架固定在加工中心上。刀库支架的安装位置要精确,否则会影响刀库的运行精度。安装时,要使用水平仪检查刀库支架的水平度,确保其水平稳定。
接下来,要将刀盘安装到刀库支架上。刀盘的安装要牢固,否则在运行过程中可能会发生松动。安装时,要使用力矩扳手拧紧刀盘的固定螺栓,确保其紧固可靠。要将刀臂安装到刀盘上。刀臂的安装位置要准确,否则会影响换刀的精度。
安装完成后,要进行初步的调试,检查刀库的运行是否平稳,是否有异响。如果有问题,要及时进行调整。调试过程中,要使用对刀仪检查刀库的定位精度,确保其符合要求。
调试过程:精细调整,优化性能
圆盘刀库的调试是一个复杂的过程,需要你具备丰富的经验和专业知识。调试前,要确认刀库的动作是否正确,包括刀套的上下运动、刀盘的正反转、刀臂的旋转方向等。只有确保这些动作都正确,才能进行下一步的调试。
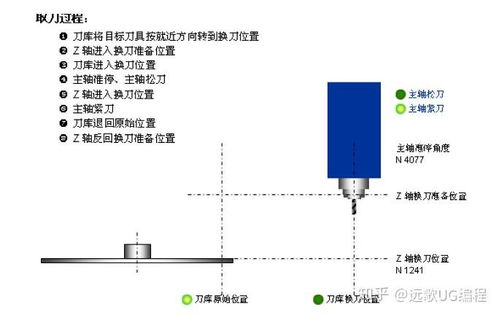
对于FANUC刀库,调试参数和方法如下。圆盘式(机械臂)刀库的Z轴换刀点高度参数是1241,主轴定向角度参数是4077。在调试过程中,要打开K参数画面,设置K1.5/1 Z轴上下,K4.7/1 刀库显示表打开及显示,K4.5/1 刀臂旋转,K7.0/1 打开气压低检测信号。将Z轴移动到安全位置,在手动模式下主轴定向,按F1旋转刀臂。注意,Z轴始终要位于刀臂的安全位置之上。调试完成后,除K4.7打开外,其余K参数要全部关闭。ATC动作前,要查看刀套的水平状态。
对于三菱刀库,调试方法及参数如下。圆盘式(机械臂)刀库的Z轴换刀点高度参数是2038,主轴定向角度参数是3108。要打开IF诊断画面,设置L102/1 Z轴上下,L107/1 机械臂旋转。将Z轴移动到安全位置,在位置画面输入M25(扣刀)/M26(换刀)/M27(刀臂回到位)执行刀臂动作。注意,刀库调试完成后,L102、L107要置为0