
你有没有想过,数控机床上的圆盘式刀库是如何精准地完成刀具的存储和更换的?这个看似简单的装置,其实蕴含着精密的机械设计和智能的控制逻辑。今天,就让我们一起揭开圆盘式刀库的神秘面纱,深入了解它的工作原理。
圆盘式刀库的构造与特点

圆盘式刀库,也被称为固定地址换刀刀库,是数控机床中常见的刀具存储装置。它的核心构造主要包括刀库体、分度盘、马氏机构和气缸等部件。刀库体是整个刀库的基座,分度盘则是刀具旋转和定位的主要平台。马氏机构负责控制刀库的分度运动,而气缸则负责刀库的前后、上下运动。
圆盘式刀库的特点十分鲜明。首先,它的制造成本相对较低,主要因为刀库体和分度盘的加工精度得到保证后,其他运动部件的制造和维护都相对简单。其次,每个刀位都有唯一的编号,从1到12、18、20、24等,这种固定地址的设计使得刀具的识别和定位变得非常容易。此外,圆盘式刀库的换刀时间虽然较长,但国内机床一般也在8秒以上,足以满足大多数加工需求。不过,它的刀具数量受限制,一般40刀柄的不超过24把,50的不超过20把,大型龙门机床可能会将圆盘转变为链式结构,以容纳更多刀具。
刀具的存储与选择
当你将刀具安装进圆盘式刀库的某个刀位后,无论该刀具更换多少次,它始终会停留在原来的位置。这种固定地址的设计,使得刀具的管理变得非常方便。每个刀位都有编号,数控系统可以根据程序需求,快速准确地选择需要的刀具。
具体来说,当你需要更换刀具时,数控系统会发出指令,刀库开始旋转,直到所需刀具对准换刀位置。机械手会取下主轴上的旧刀具,并将新刀具安装到主轴上。整个过程自动化程度很高,大大减少了人工干预和生产停机时间。
刀号的计数原理

圆盘式刀库的刀号计数原理也相当有趣。在换刀位安装了一个无触点开关,1号刀位上安装挡板。每次机床开机后,刀库必须回零。刀库旋转时,只要挡板靠近无触点开关(距离为0.3mm左右),数控系统就默认为1号刀。并以此为计数基准,马氏机构转过几次,当前就是几号刀。只要机床不关机,当前刀号就被记忆。刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向。如果刀库数量是18,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。如要换10号刀,刀库是顺时针转。机床关机后刀具记忆清零。
这种计数原理不仅简单实用,而且非常可靠。它确保了每次刀具的选取都是准确的,避免了因刀号错误导致的加工问题。
换刀过程详解
换刀过程是圆盘式刀库的核心功能之一。当你需要更换刀具时,数控系统会发出指令,刀库开始旋转,直到所需刀具对准换刀位置。机械手会取下主轴上的旧刀具,并将新刀具安装到主轴上。整个过程自动化程度很高,大大减少了人工干预和生产停机时间。
具体来说,换刀过程可以分为以下几个步骤:
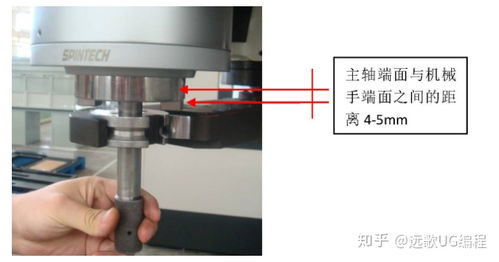
1. 主轴定位:首先,主轴需要定位到换刀位置。定位信号完成后,Z轴回零参考点,然后Z轴移动到第2参考点。
2. 刀库前进:刀库前进到位信号完成后,主轴松刀。主轴松刀信号到位后,Z轴回第1参考点,刀库退回到位信号完成。
3. 刀盘转到指定刀位号:刀盘转到指定刀位号后,刀库前进到位信号完成,Z轴回第2参考点。
4. 主轴抓刀:主轴抓刀到位信号完成后,刀库退回到位信号完成,换刀结束。
这个过程看似复杂,但实际上每一步都是自动完成的,只需要数控系统发出指令即可。这种自动化换刀过程不仅提高了生产效率,还减少了人为错误的可能性。
刀库的维护与保养
虽然圆盘式刀库的制造成本相对较低,维护也相对简单,但定期的维护和保养仍然非常重要。首先,要定期检查刀库的电气系统,包括电机、传感器、控制器等。检查电线是否有破损、接触不良等情况,如有需要及时进行维修或更换。清洁电气系统的散热风扇和散热器